无锡水刀拼花切割加工机拼花加工工艺全过程详解:
1.描图
打开CAD2007——
鼠标左键点 插入 光栅图形参照
找到你即将要描的图片
图形的尺寸大小可以在插入图片之后,在CAD界面用缩放来做,也可以将图形描绘出来之后再调整尺寸。
更换线的颜色进行描图,选择一种颜色与图片差异较大的,描图时更方便。
用圆弧和多段线进行描图,将图形的轮廓描绘出来,线条越顺滑越好。
多段线描图,我们用的较多的还是多段线里面的圆弧来描整个图形的。
将图形的轮廓完全描绘出来,这个时候我们就完成了******个步骤描图了。2.修图
描绘出来的图形,或者图册原有的图形,我们******步不是去拆图,而是要对图形做进一步的优化和修整。
水刀是水做的刀,切割的是轻拿易损的瓷砖,所以很多细节我们都得注意,加上现如今对工艺线条流畅的追求,这对于我们修图就更重要了。
首先,距离小的我们要修正。加大或者直接优化
其次,线条不够圆滑的我们都适当的修顺一些,圆弧与圆弧的过渡,不能太明显。
再有就是简化了,简化的意思就是简而化之。 能不切的小块就尽量的省去不切,特别是小于1公分的小件,要穿孔的,想办法省去或连起来一块加工。
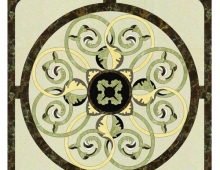
3.图形上色,区分轮廓
图形上色也类似于效果图的一种,原图从描图到修图再到简化,跟原图会有不少差异,上过色之后图形的整体效果就能很快的体现出来。一个方便我们对图形轮廓的区分,另一个就方便了我们粘拼的时候有图可以参照了。
4.拆图,排版,刀补,进刀,原点。水刀拼花对于图形的尺寸要求都比较******,若是同样的一副图形,刀补尺寸大小差异太大 我们将很难做到缝隙一直。所以我们必须严格的做到 每个图形的刀补检查到位,穿孔的刀补向内,外框轮廓的刀补向外。若是刀补加错,会造成拼接出来的图形缝隙大小不一。
5.cad做好的图形保存为DXF格式文件之后,我们打开水刀切割软件,是上海维宏切割软件,目前水刀行业占用率还是颇高的,且操作也方便。
6.导入DXF格式文件,CAD与水刀切割软件的链接方式就是DXF格式。找到要切割的文件,一般我们保存CAD图形,更好能用底色砖 配色砖 或者颜色砖来区分。
7.导入图形之后,我们首先要检查图形的原点,顺序,切割方向,进刀线。
图形做的好的,在软件界面随便检查一下就行。若图形做的不到位的,那就需要在导入图形的界面做原点 顺序 和坡口方向了。
软件界面也带制作原点 切割顺序 改变切割方向 加进刀线功能 只不过一般CAD作图都是在自己家里时间多且轻松,所以还是建议大家在CAD作图时 把原点 顺序 方向 进刀线 都做到位。
8.保存图形 NCE。五轴的切割文件朂终保存格式是NCE格式,三轴的朂终切割格式是DXF。
9.切换到切割界面,定好原点,即可奔放,开始加工。